
 ENGLISH
ENGLISH











Mỗi công nghệ ra đời đều nhằm đáp ứng một số các nhu cầu nhất định. Theo thời gian các công nghệ cắt ngày càng hoàn thiện hơn. Tuy nhiên, mỗi công nghệ đều có những ưu và nhược điểm riêng. Vì vậy, tùy theo từng nhu cầu cụ thể mà chọn các công nghệ cắt khác nhau. Sau đây chúng ta sẽ cùng tìm hiểu về lịch sử và ưu nhược điểm của 03 công nghệ cắt là cắt Gas Oxy, cắt Plasma và cắt Laser
Cắt Gas Oxy: Là một quá trình mà kim loại được cắt đứt bằng các phản ứng hóa học của oxy với oxide sắt ở nhiệt độ cao. Nhiệt độ cần thiết được duy trì bằng ngọn lửa thu được từ quá trình đốt cháy của Gas và oxy
Cắt Plasma: Công nghệ cắt Plasma được phát minh cách đây khoảng hơn 50 năm, trong thời kỳ đỉnh cao của thế chiến thứ 2. Trong một nổ lực để cải thiện các mối nối của máy bay chiến đấu, một phương pháp hàn đã được phát triển mà dùng một hàng rào khí trơ để bảo vệ chung quanh tia hồ quang điện để bảo vệ mối hàn khỏi quá trình oxy hóa.
Một vài thập kỷ sau, người ta phát hiện rằng việc giới hạn độ mở của đường khí trơ đi qua tia hồ quang điện tạo ra một loại vật chất thứ tư (khác với 3 loại vật chất cơ bản là rắn, lỏng và khí) gọi là plasma, và nó tạo ra một nhiệt lượng vô cùng lớn khoảng 10.000 – 15.000 °C. Cùng lúc đó độ mở nhỏ hơn làm tăng tốc độ của dòng khí thoát ra, nó có khả năng thổi bay tất cả các loại kim loại mà nó đi qua. Từ đó, công nghệ này được dùng để cắt kim loại, nhưng với quy mô rất lớn vì khi đó chi phí cắt rất cao.
Hotline : 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com

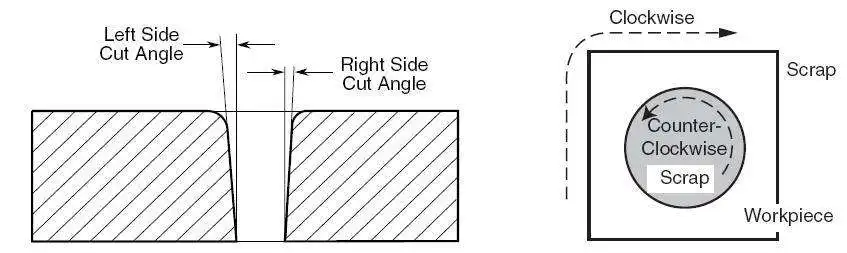
Càng ngày với sự tiến bộ của khoa học kỹ thuật, các thiết bị cắt plasma ngày càng có chi phí thấp hơn và được thương mại hóa cách đây khoảng hơn 10 năm. Tuy nhiên, do tia plasma phát ra có hình dạng như giọt nước nên đường cắt hơi bị nghiêng khoảng từ 0 – 10 ° tùy theo chất lượng của nguồn cắt plasma.
Đặc biệt vài năm gần đây với sự ra đời của công nghệ Plasma độ phân giải cao (Hi Difination Plasma) hay một số nhà sản xuất còn gọi là Plasma chính xác (Precision Plasma) bằng cách dùng từ trường hoặc các đường khí phụ trợ (assist gas) để nén tia plasma lại trước khi ra khỏi đầu cắt, nhờ đó đã cải thiện được chất lượng đường cắt rất nhiều, trong một số trường hợp có thể so sánh với cắt bằng tia Laser
Cắt Laser: Năm 1917 nhà vật lý Albert Einstein đã đưa ra giả thuyết về tia laser khi ông mô tả lý thuyết phát xạ kích thích. Đến năm 1940 một số kỹ sư đã áp dụng lý thuyết này trong nghành khai thác năng lượng. Mãi đến năm 1960 tia laser làm việc đầu tiên được mô tả là “một giải pháp cho một vấn đề.” Đó là trong thời gian ngắn, và với một số tư duy sáng tạo, phẩm chất của laser đặc biệt đã được tìm thấy có nhiều ứng dụng.
Hotline : 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com
Dùng sức mạnh của tia laser để tạo ra chùm tia rất hẹp, mãnh liệt của ánh sáng gần vùng hồng ngoại theo một định hướng duy nhất đã tạo ra một năng lượng rất lớn có thể được dùng để cắt kim loại có độ dày < 12mm và các vật liệu khác như nhựa, gỗ, kính…
Dưới đây là bảng so sánh 03 công nghệ cắt trên:
| Cắt Laser | Cắt Gas Oxy | Cắt Plasma |
| Về vật liệu cắt: | ||
| Cắt được hầu hết vật liệu bằng kim loại (trừ các kim loại có độ phản quang cao như nhôm và đồng) và phi kim như nhựa, kính, gỗ.Không cắt được hợp kim có độ nóng chảy khác nhau | Chỉ cắt được sắt carbon và hợp kim sắt thấp | Cắt được tất cả các loại kim loại Cắt được hợp kim có độ nóng chảy khác nhau. |
| Về độ dày vật liệu cắt: | ||
| Cắt được kim loại có độ dày < 12mm | Cắt được sắt có độ dày từ 8 – 500mm | Cắt được kim loại có độ dày lên đến 50mm |
| Tốc độ cắt: | ||
| Nhanh hơn cắt Gas Oxy, nhưng chậm hơn cắt Plasma | Tốc độ chậm nhất | Tốc độ cắt nhanh nhất |
| Chất lượng đường cắt: | ||
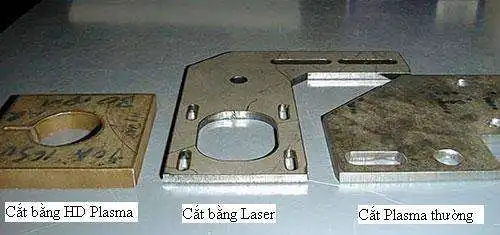
| Chất lượng đường cắt đẹp nhất, độ rộng đường cắt khoảng 0.2mm | Chất lượng đường cắt đẹp và phẳng hơn cắt Plasma thường nhưng thua cắt Plasma độ phân giải cao (HD Plasma). Bề rộng đường cắt >= 2.2mm | Đường cắt hơi bị nghiêng từ 3 – 10 độ đối với nguồn cắt Plasma thường. Từ 0 – 3 độ đối với HD Plasma. Bề rộng đường cắt khoảng 2.2mm. Đối với HD Plasma bề rộng đường cắt từ 0.4 – 2mm tùy theo độ dày vật liệu. |
| Chi phí đầu tư ban đầu và chi phí sản xuất: | ||
|
Chi phí đầu tư một máy cắt Laser CNC 1,5 x 3,0m rất cao khoảng từ 100.000 $ trở lên.
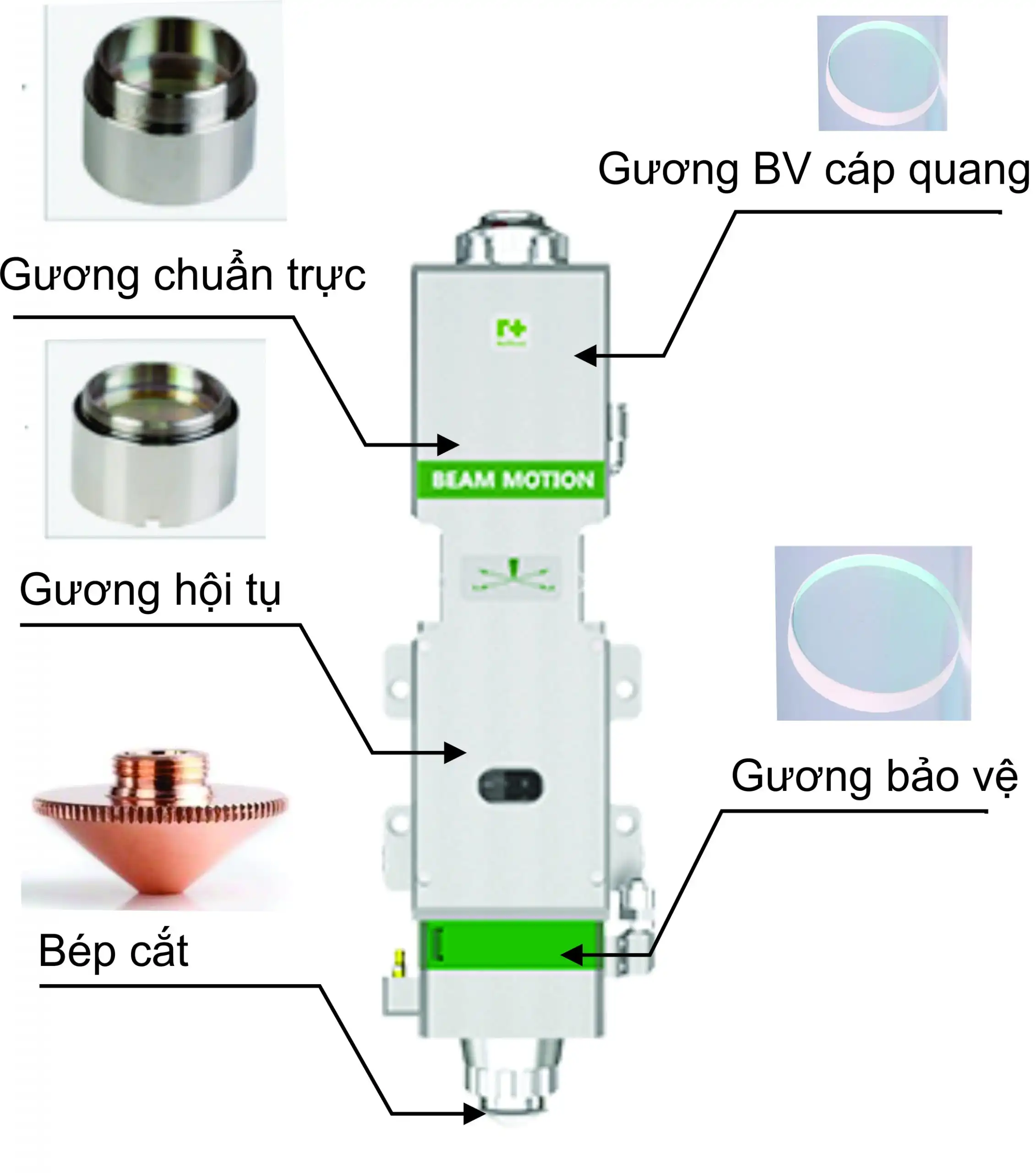
Chi phí cho một mét cắt cao nhất so với cắt gas và Plasma. Chi phí bảo trì bảo dưỡng cũng cao hơn. Phải định kỳ thay thế các thấu kính và béc cắt |
Chi phí đầu tư một máy cắt Gas CNC 1,5 x 3,0 m chỉ khoảng 15.000$.
Chi phí cắt khoảng 0.41USD / foot
Định kỳ thay thế béc cắt |
Chi phí đầu tư một máy cắt Plasma CNC 1,5 x 3,0m khoảng 20.000$ đối với nguồn cắt Plasma thường. Khoảng 35.000$ đối với nguồn HD Plasma. Chi phí cắt khoảng 0.15USD / foot (Theo nguồn từ trang web của Hyperthem) Định kỳ thay thế béc cắt và điện cực. |
Hotline : 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com
=> Xem thêm sản phẩm: máy cắt plasma cnc, máy cắt laser fiber, nguồn laser fiber ,máy hàn laser fiber cầm tay, cắt gia công