
 VIETNAMESE
VIETNAMESE

Trong những bài viết trước chúng ta đã biết rằng khi cắt plasma đường cắt hơi bị nghiêng, và các béc cắt và điện cực plasma sẽ mòn dần trong quá trình sử dụng và cần phải thay thế. Tuy nhiên, nếu viêc vận hành không đúng kỹ thuật sẽ khiến cho béc cắt và điện cực rất nhanh hỏng so với tuổi thọ của nó. Ví dụ: Một béc cắt và điện cực của Hypertherm có tuổi thọ khoảng 1000 mét cắt, nếu vận hành không đúng chưa cắt được 10 mét nó đã hỏng.
Vậy thì có bí quyết nào để đường cắt plasma không bị hoặc ít bị nghiêng nhất? có cách nào để kéo dài tuổi thọ của béc cắt và điện cực? Có cách nào để đường cắt bằng plasma trên thép carbon trở nên mượt hơn và cắt nhanh hơn? Có cách nào để đường cắt trên vật liệu inox không bị nám đen và sần sùi? Câu trả lời là có. Sau đây tôi sẽ bật mí với bạn từng bí quyết một.
1. BÍ QUYẾT ĐỂ ĐƯỜNG CẮT PLASMA ÍT BỊ NGHIÊNG NHẤT.
1.1 Điều chỉnh độ cao đầu cắt thích hợp
Vì tia plasma phát ra có hình như giọt nước (phình ra ở đoạn giữa) như hình bên dưới.
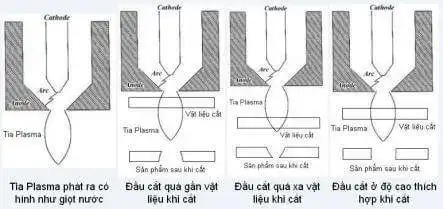
Cho nên nếu trong khi cắt đầu cắt ở gần hoặc ở xa vật liệu quá đều làm cho sản phẩm cắt ra sẽ bị nghiêng. Chỉ khi đầu cắt ở độ cao thích hợp so với bề mặt vật liệu thì sản phẩm cắt ra sẽ không hoặc bị nghiêng rất ít (dưới 3 độ).
Vấn đề đặt ra là làm sao biết được độ cao nào là thích hợp? Cái này phải tuân theo các thông số chỉ dẫn của nhà sản xuất bộ nguồn plasma. Ví dụ: bảng bên dưới là các thông số của bộ nguồn plasma Hypertherm Powermax105, ở dòng cắt 105A.
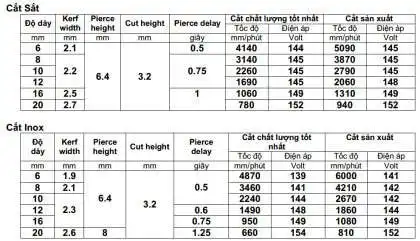
Plasma cut chart
Dựa vào loại vật liệu và độ dày vật liệu cần cắt, sẽ tra bảng Cut Chart ở trên. Sau đó chọn các loại béc cắt phù hợp và cài đặt các thông số như trong Cut Chart. Gồm có các thông số sau (cài đặt trong chương trình điều khiển CNC):
+ Dòng cắt: Cài đặt dòng cắt trên bộ nguồn plasma tương ứng với loại béc cắt.
+ Độ dày: Độ dày vật liệu cần cắt.
+ Pierce height: độ cao đánh lửa.
+ Cut Height: độ cao lúc cắt.
+ Pierce delay: Thời gian chờ để tia Plasma xuyên thủng vật liệu lúc đánh lửa.
+ Tốc độ (Feed Rate): tốc độ cắt.
+ Điện áp: Cài trên bộ điều khiển độ cao THC (để tự động duy trì độ cao đầu cắt). Nếu máy không có thiết bị THC đường cắt sẽ không đều, ngoài ra các béc cắt sẽ rất nhanh hỏng ( do khoảng cách từ đầu cắt đến vật liệu không ổn định, có những chổ đầu cắt quá gần vật liệu, phần kim loại nóng chảy từ đường cắt sẽ văng và bám vào làm hỏng béc cắt).
Sau khi thiết lập các thông số theo Cut chart, tiến hành cắt và quan sát sản phẩm cắt ra để tinh chỉnh độ cao đầu cắt nếu cần thiết (chỉnh điện áp trên bộ THC).

1.2 Chọn chiều cắt
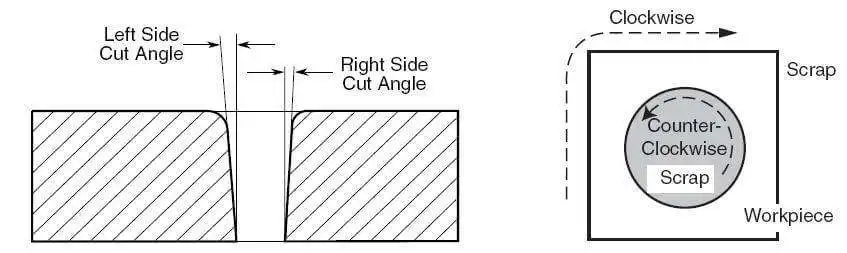
Luồng khí plasma thổi ra từ đầu cắt có dạng xoắn ốc từ trái qua phải, nên phần phía bên phải của đường cắt sẽ luôn ít bị nghiêng hơn phía bên trái. Do đó luôn chọn chiều cắt sao cho phần sản phẩm cần lấy nằm phía bên phải của chiều cắt, như hình bên dưới:
1.3 Điều chỉnh béc cắt plasma
Khi đã áp dụng hai bí quyết trên mà đường cắt vẫn chưa hết nghiêng như mong muốn thì đây là bí quyết cực kỳ hiệu nghiệm đối với béc cắt của mỏ cắt P-80 dùng với bộ nguồn plasma Hero AP-90 của Đài Loan (Tất nhiên là phải kết hợp với 2 bí quyết trên). Tôi đã thử với một số béc cắt của các bộ nguồn plasma khác thấy cũng khá hiệu quả.
Công phát hiện ra bí quyết này thuộc về anh Hải là kỹ sư cơ khí của công ty Phúc Minh Tâm – Một khách hàng mua máy cắt plasma CNC của Sơn Vũ. Được sự đồng ý của anh Hải chúng tôi sẽ chia sẻ bí quyết này cho bạn.

Sau một thời gian vận hành máy cắt plasma với bộ nguồn plasma Hero AP-90 anh Hải nhận thấy rằng: béc cắt plasma có dạng hình nón ở phần đáy sau đó được vát bằng, ở tâm là 1 lổ tròn có xăng phe. Chính phần vát bằng và lổ xăng phe là nơi kim loại nóng chảy dễ bám vào làm cho béc cắt nhanh bị hỏng và làm tia khí phun ra từ lổ trên béc cắt loe ra.
Anh nghĩ rằng đây có thể là nguyên nhân làm đường cắt bị nghiêng. Nghĩ là làm, anh liền lấy béc cắt plasma ra mài phần vát bằng cho đến khi mất phần xăng phe của lổ. Sau đó mài bo tròn để béc cắt có dạng hình nón đến tận lổ khí (mài cho không còn phần vát bằng nữa).
Khi sau lắp trở lại và cắt thử anh vui mừng không tả xiết khi đường cắt giờ đây rất thẳng và đẹp. Thử nghiệm thêm một thời gian anh còn thấy tuổi thọ của béc cắt cũng tăng đáng kể. Từ đó về sau, khi mới mua béc cắt về là anh cho mài như đã nói ở trên trước khi lắp lên đầu cắt. Nếu như trước đây, anh chỉ dùng cắt plasma đối với vật liệu mỏng hơn 6 mm, còn các chi tiết dày hơn phải dùng mỏ cắt oxy gas (Vì cắt plasma bị nghiêng) thì giờ đây, sau khi phát hiện ra bí quyết này anh đã cắt được các chi tiết có bề dày lên đến 12 thậm chí 15mm mà vẫn thẳng không thua cắt Oxy Gas là mấy, trong khi tốc độ cắt thì nhanh hơn nhiều.
(Còn tiếp)
Nguyễn Hồng Sơn – GĐ Công ty Sơn Vũ – Chuyên sản xuất máy cắt plasma CNC – www.sonvu.net