
 ENGLISH
ENGLISHCắt laser được công nhận là một trong những phương pháp gia công kim loại có hiệu suất cao, chất lượng tốt và độ chính xác cao. Có nhiều yếu tố ảnh hưởng đến quá trình cắt laser, và béc cắt laser (nozzle) là một trong số đó.
Béc cắt laser (Laser nozzle) là gì?
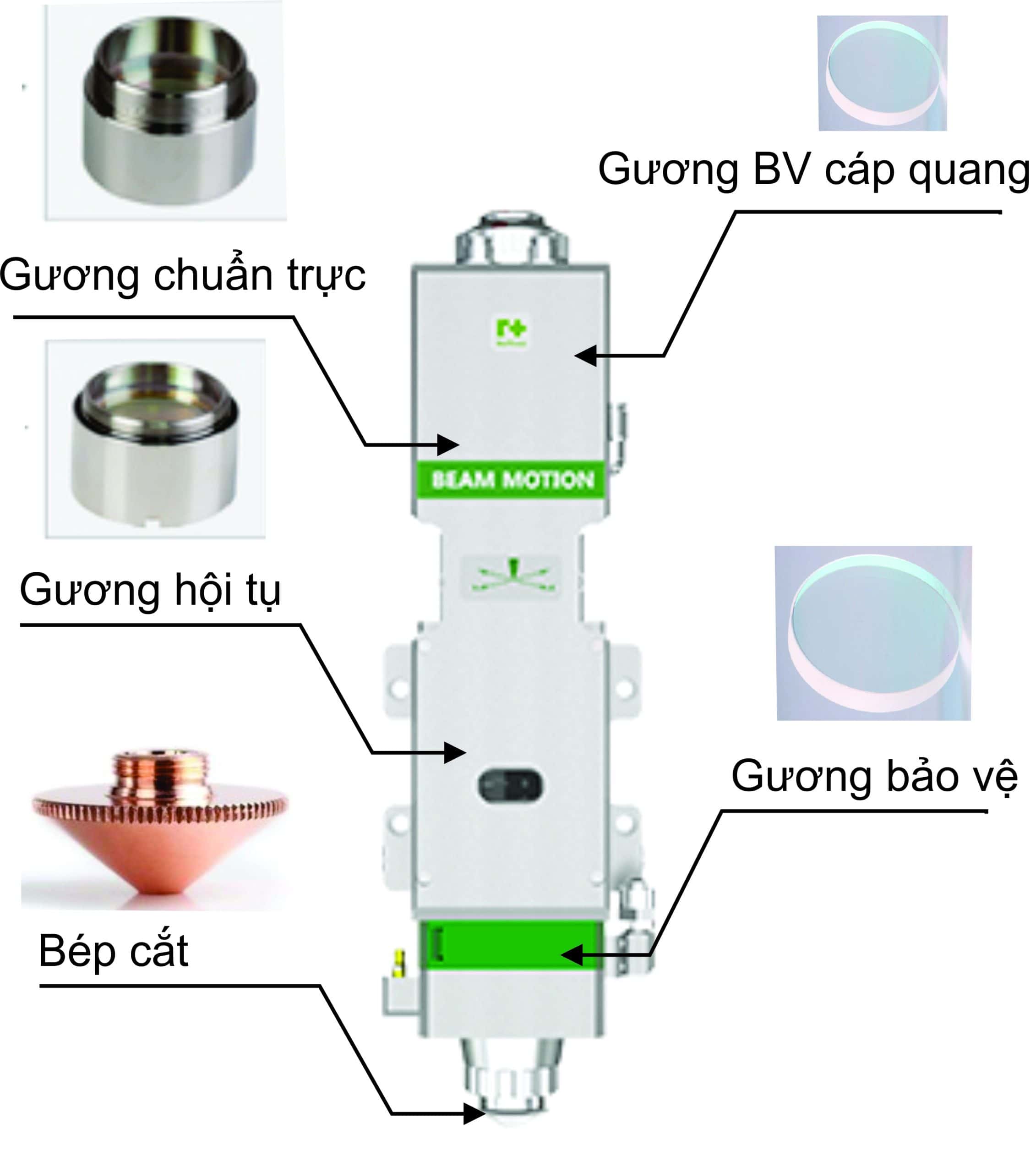
Béc cắt laser là một trong những bộ phận quan trọng nhất của đầu cắt laser. Nó nằm ở phía dưới cùng của đầu cắt. Tia laser và khí phụ trợ sẽ tác động lên vật liệu cần cắt thông qua béc cắt.
Chức năng chính của béc cắt là gom khí phụ trợ và tạo áp suất cao, phóng ra bề mặt vật liệu cùng với chùm tia laser để thổi bay phần vật liệu nóng chảy và bốc hơi trong quá trình cắt, để lại đường cắt sạch; đồng thời ngăn chặn xỉ, khói và các tạp chất khác bắn ngược lên, từ đó bảo vệ thấu kính bảo vệ.
Việc lựa chọn đúng loại, kích thước và hình dáng béc cắt laser sẽ quyết định tốc độ cắt, chất lượng bề mặt và tuổi thọ của hệ thống.
- Vị trí lắp đặt: Béc được đặt dưới đầu cắt, đồng bộ hoàn toàn với tia laser.
- Cấu tạo: Có mặt trong và ngoài giúp định hướng chính xác tia laser và khí cắt.
- Chức năng: Tập trung tia laser và phun khí trợ giúp để đảm bảo hiệu suất cắt tốt nhất.
Sự đồng trục giữa chùm tia laser và béc cắt laser – yếu tố then chốt cho chất lượng cắt
Để có bề mặt cắt đẹp, cần kiểm soát độ đồng tâm giữa chùm tia laser và tâm của béc cắt. Đây là một trong những yếu tố quan trọng ảnh hưởng trực tiếp đến chất lượng cắt.
Nếu béc cắt và chùm tia laser không đồng trục, sẽ có những ảnh hưởng sau:
- Lệch điểm tác động: Khí cắt được phun ra từ tâm đầu cắt và hội tụ tại một điểm trên tấm kim loại. Nếu tia laser không ở đúng tâm, điểm tác động sẽ bị lệch, làm giảm chất lượng cắt.
- Làm hỏng béc cắt: Nếu tia laser không đồng trục với béc cắt, trong quá trình làm việc, tia laser có thể va chạm vào thành trong của béc cắt, khiến nó bị cháy, làm giảm hiệu quả cắt.
Phân loại béc cắt laser (Nozzle type selection)
- Béc một lớp (Single-layer nozzle):

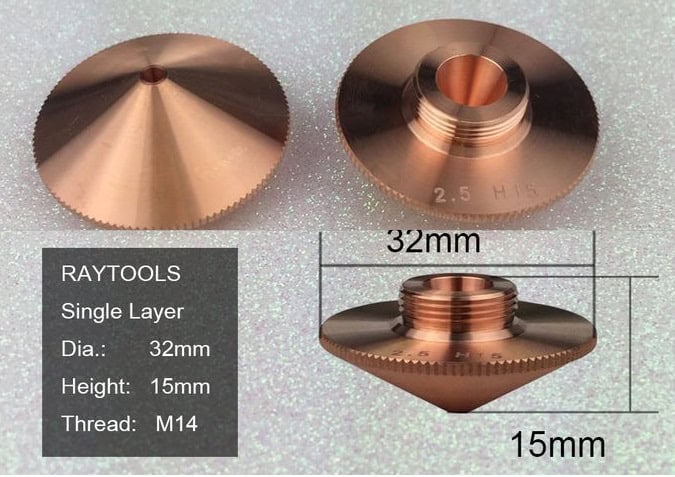
Béc cắt 1 lớp của Raytools D32 S2.5 và Precitec/WSX/Boci D28 S1.0
- Dùng cho khí hỗ trợ không phản ứng như Nitrogen. Tốc độ dòng khí nhanh, thích hợp cho cắt tốc độ cao
- Thường dùng để cắt inox, hợp kim nhôm, đồng và các kim loại khác.
- Khí phụ trợ thường dùng: Nitơ (N₂).
- Béc hai lớp (Double-layer nozzle):


Béc cắt 2 lớp của Raytools D32 D1.0 và Precitec/WSX/Boci D28 D1.2
- Tốc độ dòng khí chậm, dùng cho khí hỗ trợ có phản ứng oxy hóa với vật liệu.
- Thường dùng để cắt thép carbon.
- Khí phụ trợ thường dùng: Oxy (O₂).
Người vận hành có kinh nghiệm có thể điều chỉnh kích thước béc cắt phù hợp bằng cách kết hợp tốc độ cắt, công suất laser và áp suất khí phụ trợ.
Tiêu chí chọn béc cắt laser
Khi chọn béc cắt, cần xem xét:
- Kích thước lỗ (orifice size): Thường có các đường kính 1.0, 1.2, 1.5 …. 10mm
- Có phủ crom hay không: Thường mặt ngoài của béc cắt 2 lớp có phủ crom để tăng độ bền. Mặt ngoài béc cắt thường có màu đồng, nếu béc có phủ crom thì bề mặt sẽ có màu trắng bạc
- Đầu cắt đơn hay kép: ký hiệu S hoặc D
- Đường kính ngoài của béc cắt: Tùy theo nhãn hiệu mỏ cắt (Ví dụ: Raytools, Precitec, Boci, OSPRI…) mà béc cắt sẽ có đường kính khác nhau. Ví dụ: D32 hoặc D28 ….
- Hình dạng trong của đầu cắt: có thể dạng côn hoặc trụ, ảnh hưởng đến luồng khí phụ trợ.
Ngày càng có nhiều đầu cắt được mạ crom, giúp tăng tuổi thọ. Lớp crom tạo bề mặt cứng hơn, bền hơn và chống bám bắn kim loại tốt hơn.
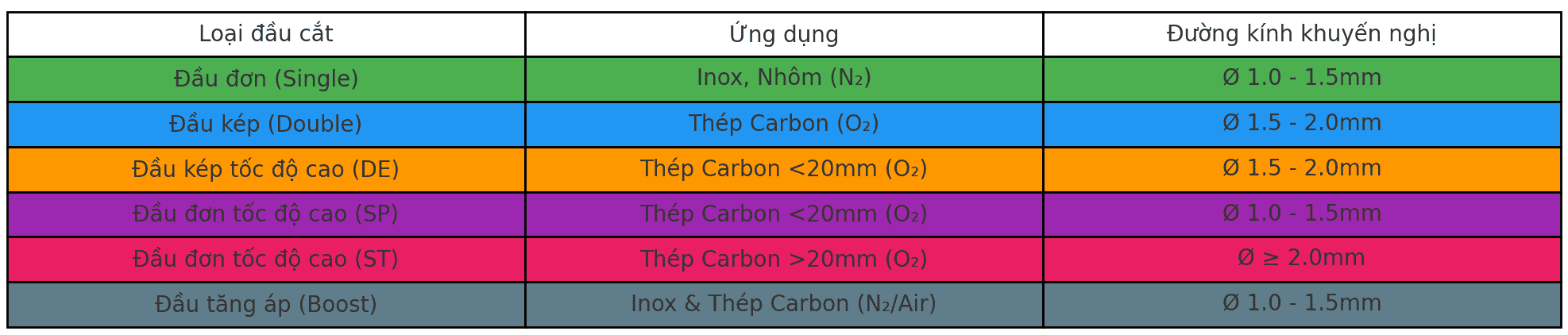
Bảng hướng dẫn lựa chọn béc cắt
| Loại béc cắt | Mã code | Đặc điểm | Ứng dụng |
|---|---|---|---|
| Béc cắt 1 lớp (Single nozzle) | “S” | Bên trong dạng côn, khí áp suất cao, tốc độ thổi xỉ lớn
|
Dùng khí Nitơ/ khí nén để cắt inox, tôn mạ kẽm, nhôm, và các vật liệu khác |
| Đầu cắt đôi (Double nozzle) | “D” | Hai lớp, có lõi trong, dựa trên đầu cắt đơn cải tiến
|
Dùng oxy để cắt thép carbon |
| Đầu kép tốc độ cao (DE nozzle) | DE | Đầu nhọn, có 3 lỗ lớn hơn đầu kép thường
|
Dùng oxy cho cắt sáng bóng tốc độ cao thép carbon < 20mm |
| Đầu đơn tốc độ cao (SP nozzle) | SP | Đầu nhọn, bên trong là hình côn bậc thang
|
Dùng công suất cao, cắt nhanh thép carbon < 20mm |
| Đầu đơn tốc độ cao (ST nozzle) | ST | Đầu nhọn, bên trong hình côn, đường kính lớn hơn SP
|
Dùng cắt nhanh thép carbon > 20mm |
| Đầu cắt tăng áp (Boost nozzle) | Boost | Dựa trên đầu đơn, có thêm bậc
|
Dùng cho cắt áp suất thấp bằng nitơ/khí nén, thích hợp cho inox và thép carbon |





Yêu cầu vật liệu cắt khác nhau:
Béc cắt một lớp chủ yếu được sử dụng để cắt bằng khí nitơ trên thép không gỉ và tấm nhôm;
Béc cắt hai lớp chủ yếu được sử dụng để cắt bằng khí oxy trên thép cacbon.
Kích thước lỗ béc:
Kích thước lỗ béc quyết định lưu lượng khí và hình dạng của trường khí. Thông thường, khi cắt tấm mỏng dưới 3mm, khuyến nghị sử dụng béc có đường kính lỗ 1mm, đường kính lỗ 1,5mm được khuyến nghị để cắt tấm mỏng từ 3-10mm, và trên 10mm thì đường kính lỗ 2mm trở lên.
Những lưu ý quan trọng
- Đảm bảo định kỳ vệ sinh bề mặt béc để ngăn chặn sự tích tụ của ba vớ.
- Thường xuyên kiểm tra và bảo trì béc để tối ưu hóa hiệu suất cắt.
- Chất lượng béc cắt laser phụ thuộc vào chất lượng vật liệu dùng để chế tạo béc. Các béc giá rẻ thường có chất lượng vật liệu không đảm bảo (dù nhìn bề ngoài không có gì khác biệt) nên có tuổi thọ ngắn và chất lượng cắt không đảm bảo. Tốt nhất nên mua béc từ nhà cung cấp uy tín và có nguồn gốc rõ ràng.
- Lựa chọn béc phù hợp giúp tăng tuổi thọ thấu kính và tiết kiệm chi phí vận hành.
Kết luận
Việc lựa chọn béc cắt laser là chìa khóa để đạt được chất lượng cắt tối ưu. Hiểu biết về các loại béc và ứng dụng thực tế sẽ giúp bạn tối ưu hóa quy trình cắt và tiết kiệm chi phí.
Hãy liên hệ với Sơn Vũ CNC để được tư vấn máy cắt laser và các phụ kiện laser chất lượng cao nhé!