
 ENGLISH
ENGLISH
Vì đặc điểm của tia Plasma khi thoát ra khỏi đầu cắt không phải là một hình phẳng mà có hình như giọt nước. Nên nếu vật liệu cắt đặt quá gần hoặc quá xa đầu cắt sẽ làm cho đường cắt bị nghiêng. Hãy xem các hình sau:
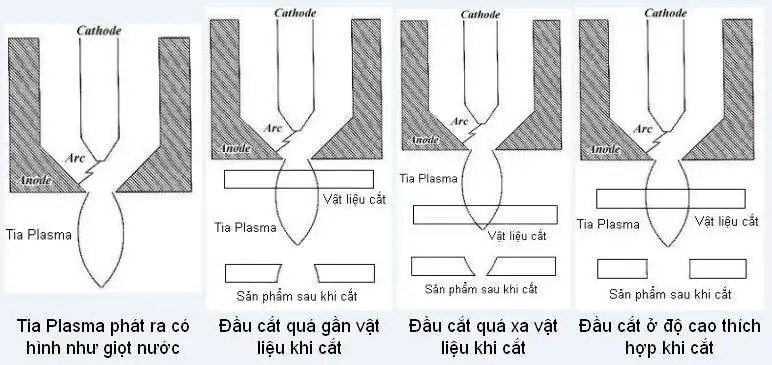
Như hình trên ta thấy chỉ khi đầu cắt ở độ cao thích hợp so với bề mặt vật liệu và luôn duy trì trong suốt quá trình cắt plasma thì đường cắt mới đẹp và ít nghiêng nhất. Qua đây chúng ta sẽ thấy được tầm quan trọng của bộ điều khiển độ cao đầu cắt Plasma (THC). Vì chắc chắn một điều là bề mặt kim loại không bao giờ bằng phẳng, mà sẽ luôn bị cong vênh trong quá trình vận chuyển. Nếu có bộ THC chúng ta sẽ không phải bận tâm về vấn đề này.
Nhưng đến đây, một câu hỏi khác lại được đặt ra: Làm thế nào để thiết lập độ cao đầu cắt thích hợp khi cắt?
Đối nguồn Plasma của Mỹ như Hypertherm hoặc Thermal Dynamics, trong sách hướng dẫn sử dụng, nhà sản xuất sẽ đưa ra các giá trị độ cao đầu cắt lúc bắt đầu cắt và giá trị điện áp để bạn cài đặt vào bộ THC giúp duy trì độ cao trong suốt quá trình cắt, tương ứng với từng loại vật liệu và độ dày vật liệu khi cắt plasma. Bạn chỉ việc cài đặt các giá trị theo hướng dẫn của nhà sản xuất.
Đối với nguồn Plasma của Trung Quốc hoặc Đài Loan nhà sản xuất không hướng dẫn mà bạn phải tự dò tìm thông số độ cao thích hợp bằng quá trình thử và sai. Có nghĩa là thử cắt ở một độ cao bất kỳ, quan sát sản phẩm cắt ra. Dựa vào các hình phía trên để biết đầu cắt đang ở quá gần hay quá xa vật liệu, từ đó tăng / giảm độ cao cho đến khi chất lượng đường cắt đạt yêu cầu. Ghi lại các giá trị này để dùng cho những lần sau.
Hotline: 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com
