
 ENGLISH
ENGLISHVÌ SAO TIA PLASMA CÓ THỂ CẮT ĐƯỢC KIM LOẠI

Một hệ thống cắt plasma cơ bản bao gồm: một bộ nguồn cung cấp năng lượng, một mạch khởi động hồ quang và đầu cắt. Các thành phần hệ thống cung cấp năng lượng điện, khả năng ion hóa và quy trình điều khiển là cần thiết để cho ra đường cắt chất lượng và năng suất cao trên nhiều loại kim loại khác nhau.
Hotline : 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com

Quá trình cắt Plasma được sử dụng để cắt kim loại dẫn điện, bằng cách dùng chất khí dẫn điện để chuyển năng lượng từ nguồn cấp điện qua đầu cắt đến tấm kim loại cần cắt. Như chúng ta biết, chất khí (VD: Không khí, Oxy, Nitơ…) là không dẫn diện ở trạng thái bình thường. Tuy nhiên, nếu cung cấp vào nguồn khí một năng lượng lớn làm ion hóa các nguyên tử khí thì nó trở nên dẫn diện. Khi quá trình oxy hóa xảy ra cực mạnh cùng lúc với việc cung cấp dòng điện lên tục qua dòng khí đã bị ion hóa thì sẽ tạo ra dòng plasma. Dẫn dòng plasma này đến đầu cắt để cắt kim loại. Lúc này đầu cắt và tấm kim loại cần cắt tạo ra một dòng điện khép kín để duy trì tia plasma liên tục trong suốt quá trình cắt.
Bộ nguồn cung cấp năng lượng là một nguồn điện một chiều liên tục có điện áp từ 240 đến 400 VDC. Dòng điện ngõ ra của bộ nguồn xác định tốc độ và độ dày vật liệu cần cắt của hệ thống. Chức năng chính của bộ nguồn là để cung cấp năng lượng chính xác để duy trì hồ quang plasma sau khi ion hóa.
Mạch khởi động hồ quang là một bộ phát tần số cao tạo ra một điện áp xoay chiều từ 5000 đến 10000 volt ở tần số 2 triệu Hz (2MHz). Điện áp này được sử dụng để tạo ra một hồ quang cường độ cao bên trong đầu cắt để ion hóa khí, vì thế tạo ra plasma.
Đầu cắt dùng để giữ các chi tiết tiêu hao như vòi phun (béc cắt) và điện cực, cung cấp chất làm mát (khí hoặc nước) đến những bộ phận này. Các vòi phun và điện cực nén và duy trì tia plasma.
Hotline : 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com
CÁC HOẠT ĐỘNG CỦA MỘT MÁY CẮT PLASMA:
Bộ nguồn cung cấp và mạch khởi động hồ quang được nối với đầu cắt qua các ống và dây dẫn bên trong. Các ống và dây dẫn này cung cấp các dòng khí, dòng điện và dòng hồ quang mồi (dòng pilot) thích hợp đến đầu cắt để mồi và duy trì quá trình.
1.Đầu tiên khi một tín hiệu khởi động được gửi đến bộ nguồn cung cấp. Điều này đồng thời kích hoạt điện áp 280 VDC và dòng khí đến đầu cắt . Điện áp này có thể đo từ điện cực (electrode) đến vòi phun (Nozzle). Chú ý rằng vòi phun được nối đến cực dương của bộ nguồn thông qua một điện trở và relay(gọi là Pilot arc relay), trong khi vật liệu cần cắt được nối trực tiếp đến cực dương. Luồng khí đi qua vòi phun và thoát ra ngoài. Không có tia hồ quang ở thời điểm này, cũng như không có dòng điện chạy qua nguồn DC (Nên mới gọi là điện áp hở mạch).
2.Sau khi dòng khí ổn định, mạch khởi động hồ quang bắt đầu làm việc. Với điện áp do mạch này tạo ra khoảng từ 5000 – 10000 VAC ở tần số cao, tia lửa điện sẽ được phóng qua giữa điện cực và vòi phun bên trong đầu cắt, nơi dòng khí phải đi qua để thoát ra ngoài. Năng lượng chuyển từ tia lửa điện với tần số cao qua dòng khí làm cho nó bị ion hóa và trở nên dẫn điện. Dòng khí dẫn điện này tạo thành đường dẫn điện giữa điện cực và vòi phun, và kết quả là hồ quang plasma được hình thành. Dòng khí này buộc tia hồ quang này đi qua lổ của vòi phun ra ngoài, tạo thành dòng mồi hồ quang (Pilot arc).

3.Khi vòi phun đủ gần với vật liệu cần cắt, dòng hồ quang mồi sẽ đánh vào vật liệu như là đường dẫn dòng điện đến cực dương (của bộ nguồn) mà không bị giới hạn bởi điện trở như vòi phun nối đến cực dương. Dòng điện chảy qua vật liệu được nhận biết bởi bộ nguồn. Khi dòng điện này được phát hiện bộ khởi động hồ quang ngưng làm việc và pilot relay sẽ mở ra. Dòng khí ion hóa được duy trì với năng lượng từ hồ quang của nguồn điện một chiều.

4. Nhiệt độ của hồ quang plasma sẽ làm chảy kim loại, đánh thủng qua tấm phôi và dòng khí với tốc độ cao sẽ thổi bay vật liệu nóng chảy từ phía dưới của đường cắt. Tại thời điểm này đầu cắt bắt đầu di chuyển và qui trình cắt bắn đầu.
5. Trường hợp đầu cắt Plasma được gắn trên máy CNC (Máy cắt plasma CNC), bộ điều khiển của máy CNC sẽ cảm ứng tín hiệu từ bộ nguồn plasma cho biết dòng hồ quang plasma đã được thiết lập thành công. Lúc đó máy CNC sẽ bắt đầu di chuyển đầu cắt theo bản vẽ. Đồng thời cho phép bộ điều khiển độ cao đầu cắt plasma (THC – Torch Height Controller) hoạt động, thiết bị này sẽ tự động cảm ứng và điều khiển độ cao đầu cắt lên xuống theo độ cong vênh của vật liệu, để đảm bảo độ cao của vòi phun so với bề mặt liệu luôn ổn định ở độ cao mong muốn.
Hotline : 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com
CÁC DẠNG NGUỒN CẮT PLASMA:
Trãi qua quá trình phát triển hơn nữa thế kỷ, công nghệ cắt plasma đã phát triển qua 5 thế hệ để đáp ứng với những nhu cầu cắt từ đơn giản đến nâng cao.
Cắt Plasma thông thường
Quá trình này thường sử dụng một loại khí duy nhất (Thường là khí nén hay Nitơ) cho cả khí dùng tạo ra plasma và khí làm mát. Hầu hết các hệ thống này có công suất dưới 100A, để cắt vật liệu dày dưới 15mm. Chủ yếu dùng để cắt bằng tay.
Cắt Plasma hai đường khí Quá trình này dùng hai đường khí; một cho tạo tia plasma và một cho khí bảo vệ. Khí bảo vệ được dùng để bảo vệ vùng cắt khỏi không khí (Để chổ vết cắt không bị oxy hóa), cho ra đường cắt sạch hơn. Đây có lẻ là loại phổ biến nhất, khi sự kết của các loại khí khác nhau có thể cho ra chất lượng tốt nhất có thể cắt trên một vật liệu.
VD: Khi cắt thép carbon dùng khí Plasma là Oxy, khí bảo vệ là khí nén sẽ cho chất lượng đường cắt tốt nhất.
Khi cắt Inox thì dùng khí Plasma là hỗn hợp gồm 95% Nitơ và 5% Hydro, khí bảo vệ là Nitơ thì đường cắt sẽ đẹp và không bị cháy đen như khi dùng khí nén.
Ngoài ra còn có loại nguồn cắt plasma 2 đường khí và giải nhiệt bằng nước. Trên bộ nguồn loại này ngoài 2 cổng để đưa vào 2 nguồn khí còn có thêm bồn chứa nước, bơm nước và hệ thống ống để bơm nước tuẩn hoàn đến giải nhiệt cho điện cực. Nhờ vậy tuổi thọ điện cực được cao hơn so với loại giải nhiệt bằng không khí.
 Cắt Plasma với khí bảo vệ bằng nước
Cắt Plasma với khí bảo vệ bằng nước
Đây là một biến thể của qui trình cắt plasma hai đường khí, ở đây nước được thay thế cho khí bảo vệ. Nó tăng khả năng làm mát cho vòi phun và vật liệu cho chất lượng cắt tốt hơn khi cắt Inox. Loại này chỉ dùng cắt bằng máy CNC.
Cắt Plasma phun nước
Quá trình này sử dụng một khí duy nhất cho Plasma và sử dụng nước toả tròn hoặc xoáy phun trực tiếp vào hồ quang để cải thiện độ nén hồ quang, do đó mật độ hồ quang và nhiệt độ tăng. Quá trình này được sử dụng cho các bộ nguồn plasma có công suất từ 260-750 A cho đường cắt chất lượng cao trên nhiều loại vật liệu và độ dày. Quá trình này chỉ dành cho các ứng dụng cắt bằng máy CNC.
Do tia plasma phát ra có hình dạng như giọt nước nên đường cắt hơi bị nghiêng khoảng từ 3 – 10 ° tùy theo chất lượng của nguồn cắt plasma.
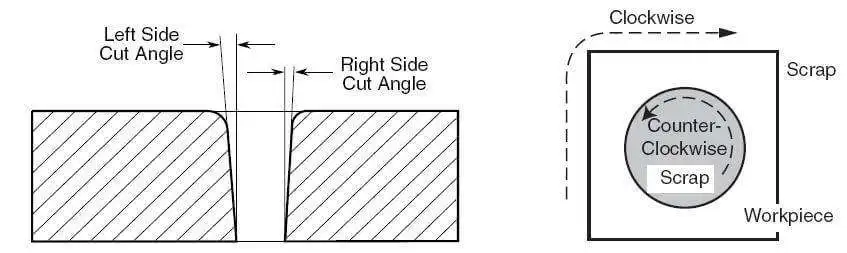
Độ nghiêng của bề mặt vật liệu khi cắt bằng tia Plasma
Cắt Plasma độ phân giải cao – HD Plasma (High Defination Plasma)
Vài năm gần đây với sự ra đời của công nghệ Plasma độ phân giải cao (HD Plasma) hay một số nhà sản xuất còn gọi là Plasma chính xác (Precision Plasma) bằng cách dùng từ trường (thường thấy trên các máy của Nhật) hoặc các đường khí phụ trợ (assist gas) để nén tia plasma lại trước khi ra khỏi đầu cắt (thường thấy trên các máy của Mỹ hoặc Châu Âu), nhờ đó đã cải thiện được chất lượng đường cắt rất nhiều, trong một số trường hợp có thể so sánh với cắt bằng tia Laser. Quá trình này chỉ dành cho các ứng dụng cắt bằng máy CNC. Để đạt được các ưu điểm của nguồn HD Plasma, đòi hỏi phải có sự phối hợp cao giữa bộ điều khiển máy CNC, bộ điều khiển độ cao đầu cắt plasma và phần mềm CAM để chuyển đổi bản vẽ thành chương trình CNC. Hiện nay giá thành nguồn cắt HD plasma còn rất cao. Một bộ nguồn HD plasma 100A của Mỹ có giá từ 20 – 40 ngàn USD.
Hết phần 2
Hotline : 0965 108 339 – 0966 013 739 – Email: sales@sonvucnc.com
=> Xem thêm sản phẩm: máy cắt plasma cnc, máy cắt laser fiber, nguồn laser fiber ,máy hàn laser fiber cầm tay, cắt gia công