ENGLISH
ENGLISH
Có vài khách hàng gọi điện nhờ chúng tôi hổ trợ vì lỡ mua phải máy cắt plasma cnc giá rẻ sau đó lại hối hận. Họ thường hay nói rằng phải chi biết trước như vầy thì…
Cho nên tôi viết bài này nhằm giải thích sự khác nhau giữa máy cắt plasma cnc do Sơn Vũ sản xuất và máy cắt plasma cnc giá thấp (tôi dùng từ giá thấp chứ không phải giá rẻ. Vì giá rẻ chỉ khi mà những giá trị mà người mua nhận lại cao hơn chi phí đã bỏ ra để mua máy. Còn ở đây, chi phí người mua bỏ ra để mua máy có thấp thật, nhưng những giá trị nhận được còn thấp hơn)
Bài viết này không nhằm mục đích chê bai hay dìm hàng bất kỳ nhà cung cấp nào (đó là lý do tôi không nêu tên nhà cung cấp ở đây). Bởi lẻ mỗi sản phẩm đều có lý do tồn tại của nó và mỗi nhà cung cấp đều có triết lý kinh doanh của riêng họ, và tôi tôn trọng điều đó. Mà mục đích chính là giúp người mua có thêm thông tin để tham khảo. Để trước khi mua máy người mua biết được với giá đó, chiếc máy sẽ có những gì và không có những gì. Đồng thời cũng để trả lời câu hỏi vì sao cùng là máy cắt plasma cnc nhưng vì sao của nhà sản xuất này giá cao hơn hoặc thấp hơn so với nhà sản xuất khác.
|
|
Máy cắt plasma cnc Sơn Vũ |


|
TT |
THIẾT BỊ/ TÍNH NĂNG |
MÁY CẮT PLASMA CNC GIÁ THẤP |
MÁY CẮT PLASMA CNC SƠN VŨ |
|
1 |
Bộ điều khiển |

Dùng bộ điều khiển FLMC hoặc FastCut của Trung Quốc.
Để cắt thì phải vẽ chi tiết cần cắt trên máy tính bên ngoài, sau đó chép file vào bộ điều khiển thông qua cổng USB. Màn hình hiển thị 10” Bộ điều khiển dạng đóng gói, không thể thay thế các bộ phận khi bị hỏng.
Điều khiển 2 trục X, Y dùng 3 động cơ servo. Trục Y dùng 2 động cơ servo hai bên, trục X dùng 1 động cơ. Máy không có trục Z |

Dùng máy tính công nghiệp có màn hình cảm ứng với phần mềm điều khiển CNC của Mỹ và bộ điều khiển CNC của Châu Âu. Có thể vẽ ngay trên máy tính điều khiển máy cnc dùng chuột và bàn phím gắn sẵn nên rất tiện dụng. Có cổng USB để kết nối dữ liệu bên ngoài khi cần. Màn hình hiển thị 17” có cảm ứng Bộ điều khiển dạng mở, dễ dàng thay thế các bộ phận khi cần thiết.
Điều khiển 3 trục X, Y, Z dùng 4 động cơ servo. Trục Y dùng 2 động cơ servo hai bên, trục X và trục Z mỗi trục một động cơ servo |
|
2 |
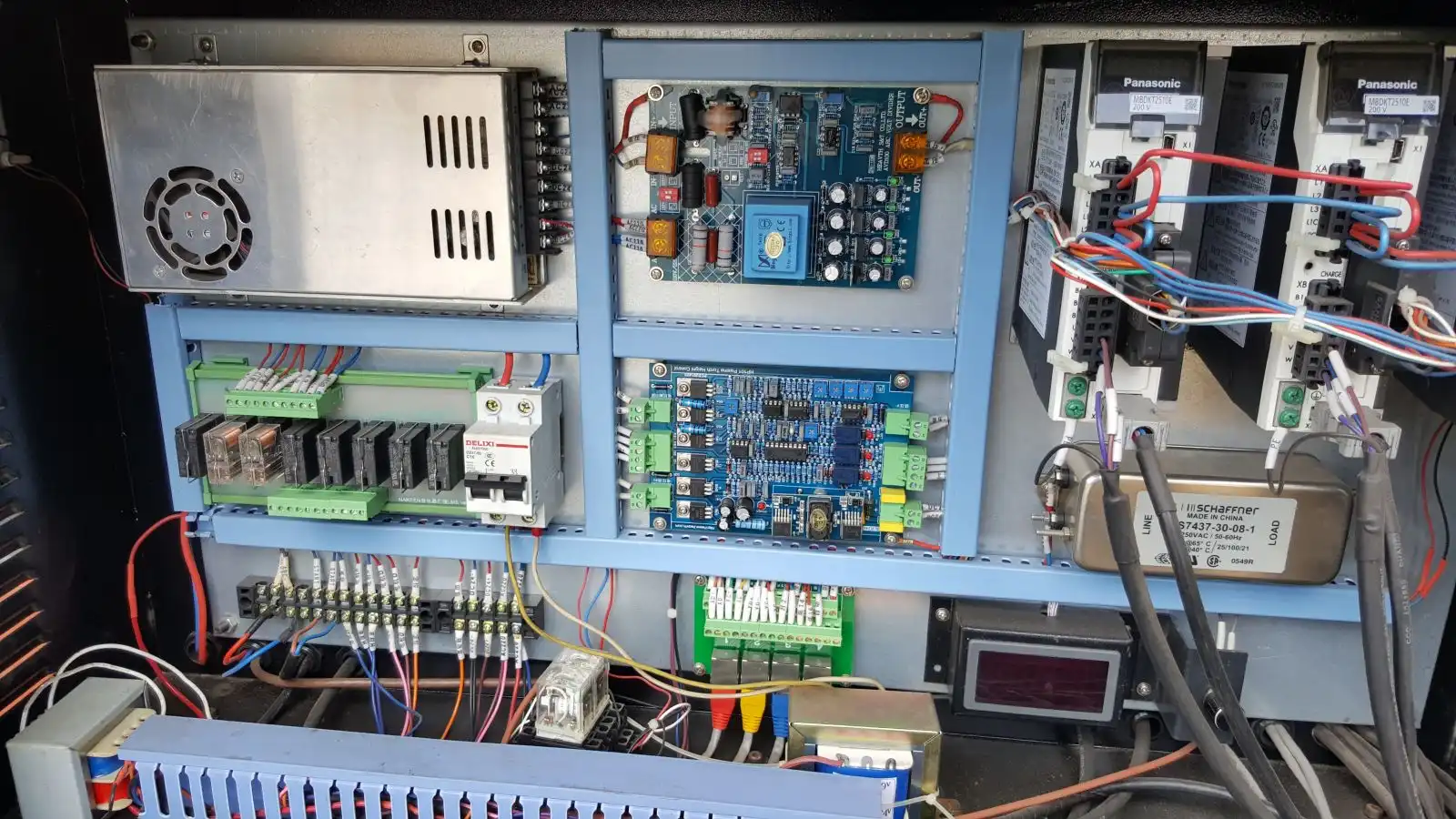
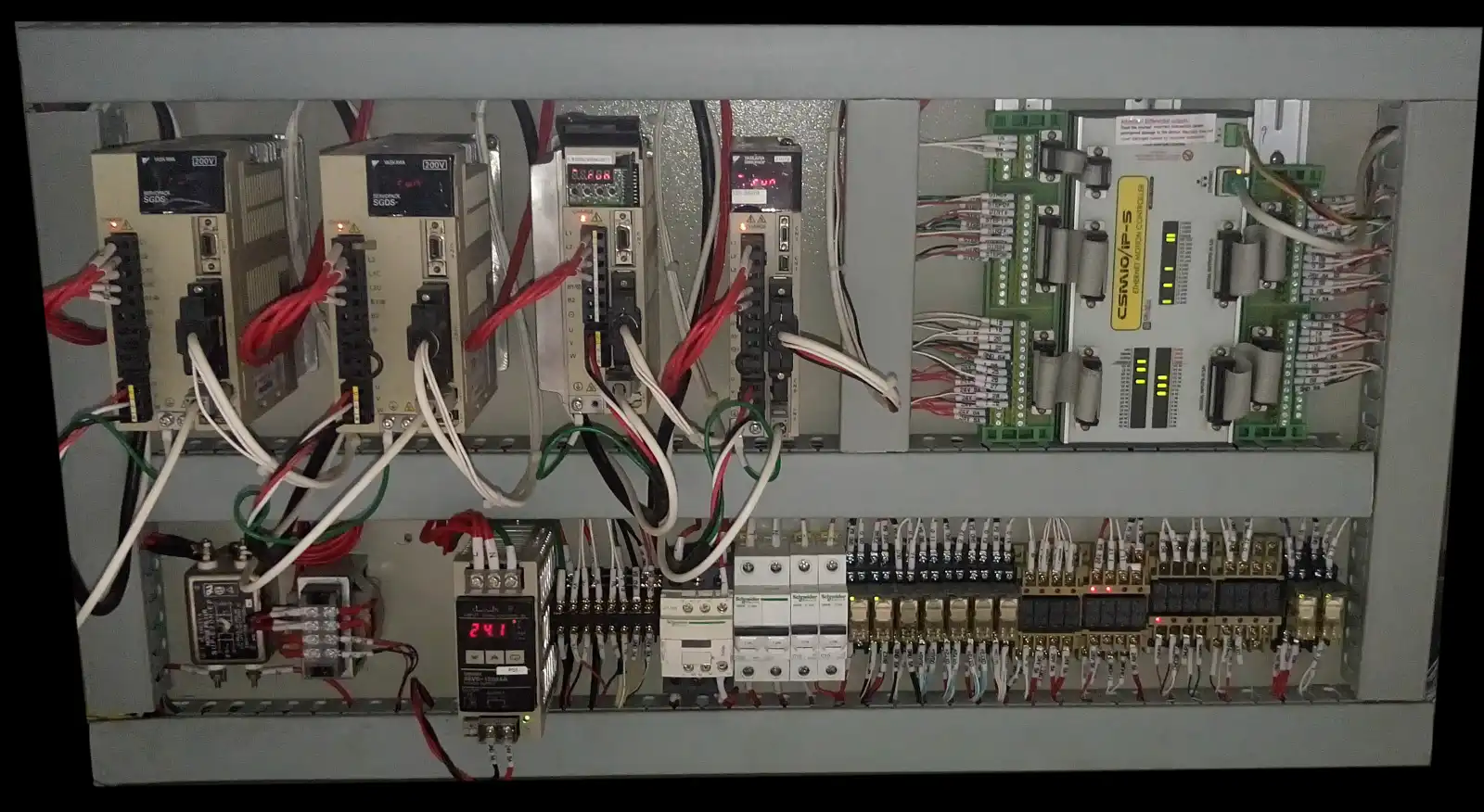
Tủ điện và các thiết bị bên trong |
Các thiết bị như CB, Relay Trung Quốc |
CB, Contactor Schneider, Relay IDEC |
|
3 |
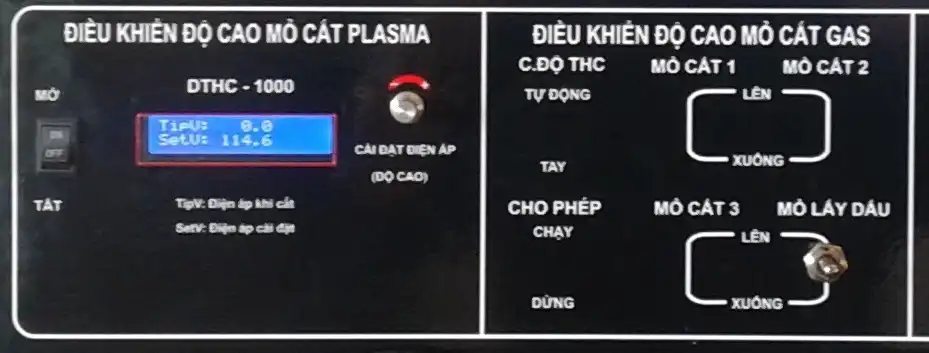
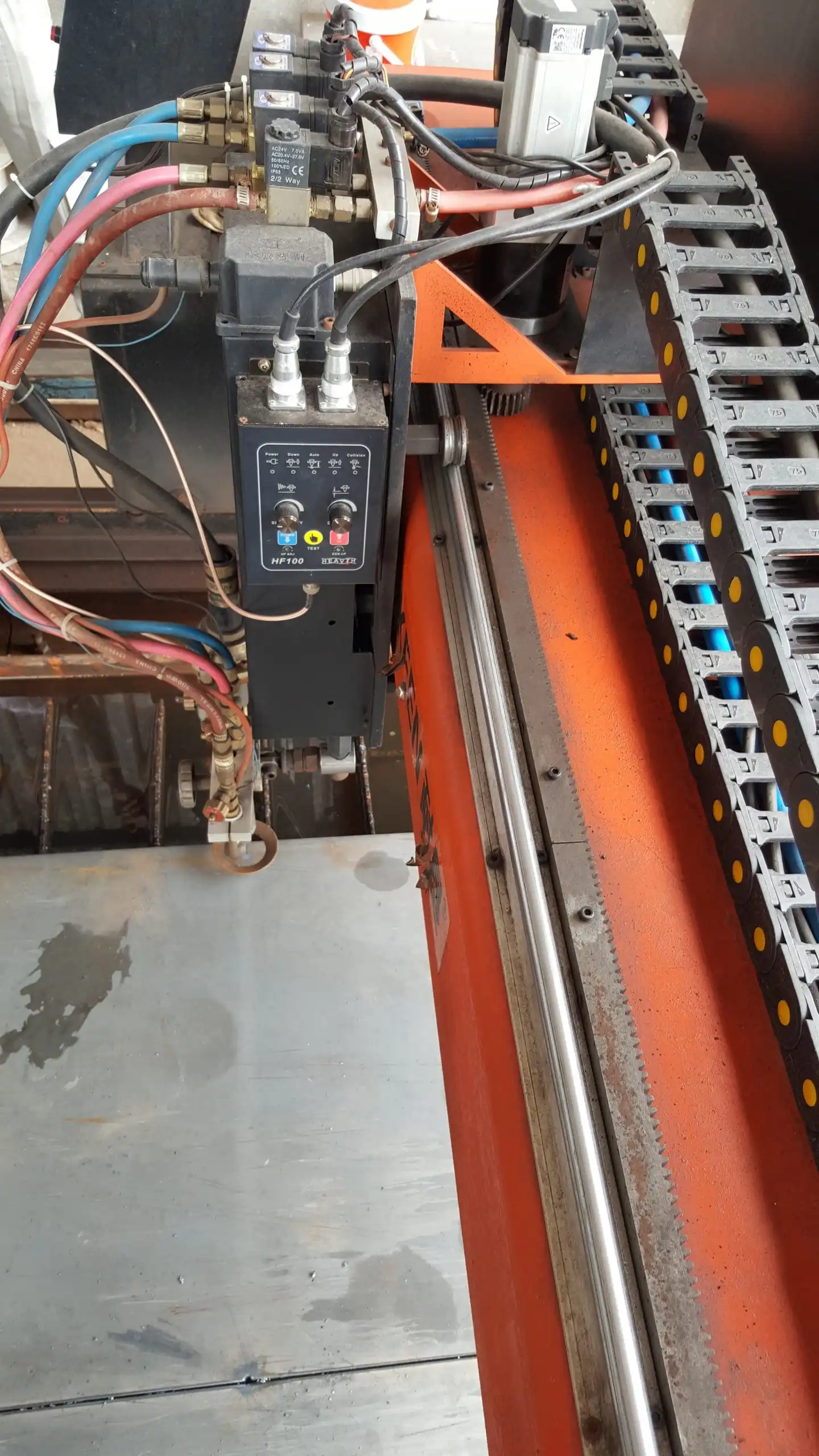
Bộ điều khiển độ cao mỏ cắt plasma |
Bộ điều khiển độ cao của Trung Quốc, được đặt trong tủ điện, không thể quan sát và điều chỉnh khi máy đang chạy
Độ phân giải điện áp của bộ điều khiển này là 1 volt, nó khá thô cho nên khi tole bị cong vênh nhiều bộ điều khiển độ cao không đáp ứng kịp khi chạy ở tốc độ cao |
Bộ điều khiển độ cao do Sơn Vũ phát triển. Bộ điều khiển độ cao đặt ở mặt trước tủ điều khiển giúp người vận hành quan sát và điều chỉnh dễ dàng
|
|
4 |
|
Mỏ cắt plasma lên xuống bằng động cơ một chiều 24V và được điều khiển bằng bộ điều khiển độ cao hoàn toàn độc lập với bộ điều khiển máy cnc. Tức là bộ điều khiển cnc chỉ điều khiển 2 trục X, Y còn mỏ cắt tự lên xuống theo bộ điều khiển độ cao. Mỏ cắt lên xuống chậm, độ mịn kém, mỏ cắt lên xuống tính bằng mm |
Mỏ cắt plasma được lắp trên trục Z bằng vít me hộp và động cơ servo. Bộ điều khiển cnc điều khiển phối hợp 3 trục X, Y, Z nên phối hợp nhịp nhàng hơn. Bộ điều khiển cnc điều chỉnh trục Z (mỏ cắt) lên xuống theo tín hiệu báo về từ bộ điều khiển độ cao. Mỏ cắt lên xuống nhanh và có thể điều chỉnh tốc độ lên xuống theo ý muốn. Mỏ cắt lên xuống mịn, đơn vị tính bằng 0,1 mm |
|
5 |
Hệ thống dẫn động |
Trục Y được dẫn hướng bằng đường ray kiểu như đường ray xe lửa và các bánh xe. “Đường ray xe lửa” được lắp trên một thanh sắt hình I
Trục X dẫn hướng bằng thanh nhôm và bánh xe
Với kết cấu dẫn hướng bằng đường ray như thế này việc cắt hình chữ nhật được hình bình hành với 2 đường chéo lệch nhau 15 – 20 mm khi cắt hình chữ nhật 2 x 10 mét là chuyện bình thường. |
Trục Y được dẫn hướng bằng thanh trượt bi, cho chuyển động êm và chính xác. Thanh trượt và thanh răng được gắn trên thép hộp vuông 150 x150 dày 10 mm, được bào rãnh để đảm bảo độ chính xác.
Trục X được dẫn hướng bằng thanh trượt bi
Thanh trượt bi |
|
6 |
|
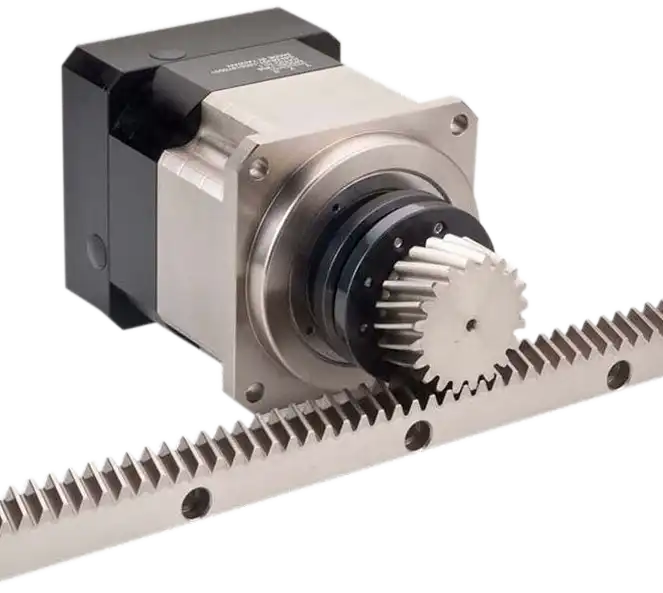
Sử dụng thanh răng thẳng |
Sử dụng thanh răng nghiêng cho chuyển động êm hơn so với thanh răng dạng thẳng.
|
|
7 |
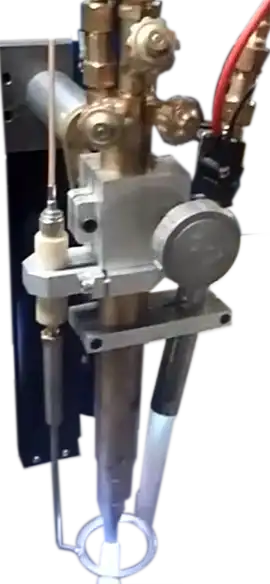
Mỏ cắt Oxy Gas và bộ mồi lửa tự động |
Mỏ cắt plasma và mỏ cắt Oxy gas hoạt động độc lập không thể hoạt động cắt phối hợp
|
Mỏ cắt plasma và Oxy gas thể hoạt động độc lập hoặc phối hợp. Ví dụ: khi cắt mặt bích có thể chọn để mỏ cắt oxy gas cắt các lổ bên trong, sau đó rút lên và mỏ cắt plasma hạ xuống để cắt đường biên bên ngoài một cách hoàn toàn tự động |
|
|
|
Bộ mồi lửa cho mỏ cắt Gas hoạt động thiếu tin cậy. Chỉ mồi lửa được một thời gian, ba vớ, nước văng vào điện cực mồi lửa khiến nó không mồi lửa được nữa
|
Bộ đánh lửa được thiết kế đặt biệt, điện cực mồi lửa đặt trên cao sau đó tia gas được phun ra với áp lực cao tạo thành tia lửa mạnh, được dẫn qua một đoạn ống dài 200 mm, nên ba vớ, nước không thể văng vào |
|
8 |
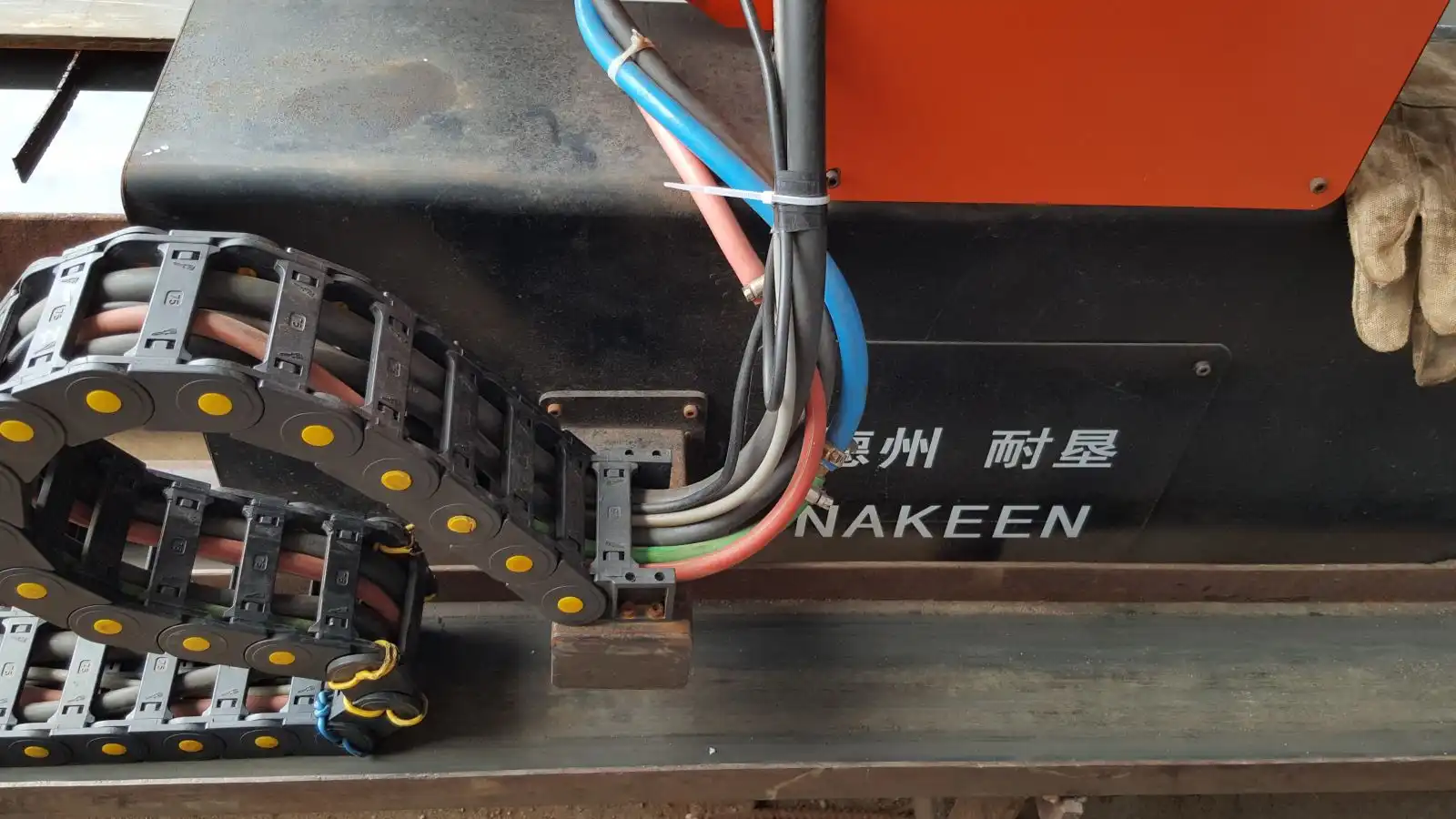
Xích đở cáp điện |
Xích đỡ cáp dùng của Trung Quốc làm bằng nhựa kém chất lượng, chạy được vài tháng đã gãy, bung dẫn đến đứt dây điện bên trong Đây là hình ảnh xích bị gãy sau khi hoạt động được 2 tháng. |
Xích đỡ cáp dùng của Nhật có chất lượng tốt, dùng hàng chục năm vẫn đảm bảo
|
|
9 |
Nguồn plasma |
Sử dụng nguồn plasma giá rẻ, tiết kiệm được tiền đầu tư ban đầu nhưng sau đó phải trả giá nhiều do bép cắt rất nhanh hỏng.
|
Sử dụng nguồn plasma Hyppertherm, Mỹ hoặc Hero của Đài Loan. Các loại bép cắt này rất thông dụng, dễ dàng mua từ rất nhiều nhà cung cấp khác nhau.
|
|
10 |
Vận hành |
Khi vận hành phải có thêm máy tính bên ngoài để vẽ và chỉnh sửa bản vẽ sau đó chép file vào usb để đưa vào máy. Nếu phát hiện sai xót trên bản vẽ hoặc đơn giản chỉ cần thêm bớt 1, 2 chi tiết lại phải lên máy tính chỉnh sửa sau đó lại chép vào usb để đưa vào máy. Mặc dù trên máy có trang bị thư viện hình vài chục mẫu nhưng cũng không giúp ích được gì nhiều vì thực tế ít có ai sử dụng hoàn toàn giống các mẫu trong thư viện. |
Có thể vẽ hoặc chỉnh sửa bản vẽ ngay trên máy tính điều khiển của máy. Tất nhiên, nếu muốn chép file từ USB vào vẫn được. |
|
11 |
Năng suất |
Năng suất cắt thấp do thiếu tính linh hoạt |
Năng suất cắt cao do hệ thống sử dụng linh hoạt. Thực tế chạy thử nghiệm so sánh với cùng bản vẽ và độ dày vật liệu như nhau, trong cùng một đơn vị thời gian máy Sơn Vũ có năng suất cao hơn khoảng 30% so với máy dùng bộ điều khiển của Trung Quốc. |
|
12 |
Chi phí vận hành |
Chi phí vận hành, bảo dưỡng rất cao do sử dụng các thiết bị rẻ tiền nên thường hư hỏng, đặc biệt bép cắt rất nhanh hỏng |
Chi phí vận hành, bảo dưỡng thấp do sử dụng các thiết bị có chất lượng tốt, có độ ổn định cao và được thiết kế để có thể vận hành lâu dài. |